|
|
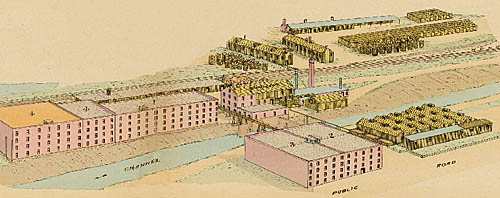
The distillery was built by A Guckenheimer & Bro., (Asher Guckenheimer and his half-brother, Samuel Wertheimer) in 1866. It was located at Freeport, 28 miles from Pittsburgh. In 1892, the distillery was surveyed by Ernest Hexamer of Philadelphia (see http://www.philageohistory.org/rdic-images/view-image.cfm/HGSv27.2614-2615 for a detailed plan). The survey notes that the disitllery was built in 1866 and enlarged in 1879, and supplied three bonded warehouses that had been built in 1879-80, and 1881. The still was made of wood with a copper doubler, capacity 250 barrels. It was heated by steam. The following description of the facility dates to 1908 and is reproduced from "The Story of Pittsburgh and Vicinity", published by The Pittsburgh-Gazette Times:
"In locating a distillery a supply of clear, bright water that contains the proper chemical qualities is the first consideration. To chemists and practical distillers it is well known that water containing a large quantity of sulphate of lime, earthy carbonates and no organic matter is best adapted to distilling. The lime and the carbonates being dissolved in the acid generated during the fermentation of the mash mostly pass off in the form of carbonic acid gas and leave the water soft and best suited for extracting the active properties of the malt and grain. At the Guckenheimer distillery, situated near Freeport in the Allegheny Valley, about twenty-eight miles above Pittsburgh, the water obtained is exactly of the quality required in distilling the best and purest whisky.
The Guckenheimer distillery and its adjuncts cover an area of over thirty-five acres. The big distillery building is constructed of steel and brick, the malt house is a brick structure, and the grain elevator, which has a capacity of over 300,000 bushels, is of approved Chicago construction.
The "finest grain obtainable in the harvest fields of the entire country" is selected by experts and sent to the Guckenheimer elevator to be stored under direct super-vision until used. Great care must be taken in the selection of the grain; if good results are expected, the grain needs to be well developed and sound. Musty or unsound grain is fatal to the production of fine whisky, and its defects become more prominent as the whisky increases in age. Distillers that are most careful to manufacture only fine goods disregard market prices, if by paying more they can secure grain of a better quality.
In the main building the appliances for distilling have a capacity of 100 barrels every ten hours. Yet there is left sufficient room for the installation of additional machinery capable of doubling that output. Large, gradual reduction roller mills, such as are found in the best flouring establishments, prepare the "meal." The great copper still, made according to special designs, constructed so as to comply fully with all of the Guckenheimner requirements, is described as the best apparatus for distillation in the United States. The "mashing" is done in two large steel tuns. The fermenting is accomplished in a specially constructed fermenting house. The place where this process is carried on is fitted up in a manner calculated to maintain that cleanliness and aeration necessary in obtaining uncontaminated fermentation. Successful fermentation requires of the distiller not only constant attention, but also extensive knowledge of the principles of chemistry. It is exceedingly injurious either to allow the fermentation to proceed too long, or to be concluded prematurely. As a general rule, the slower the fermentation and the lower the heat at which the distillation is carried on, the finer and purer will be the spirit.
The Guckenheimer malt house has a malting capacity of 500 barrels a day. Here, so it is said, is manufactured the finest malt made in this or any other country. Expert maltsters are employed, and the one injunction placed upon them always is to "get the highest quality."
Shortly after they acquired the distillery, A. Guckenheimer & Brothers engaged the services of Patrick O'Brien, who had received a long and thorough training in one of the best distilleries in Ireland. On coming to this country he was acknowledged to be an expert distiller, and during the years that he was with the Guckenheimers, devoting his best efforts to the manufacture and perfection of fine whisky, his reputation and prestige greatly increased. Among Pennsylvania distillers O'Brien was known as "the old man of the profession." In 1885 he was succeeded by his son Robert Patrick O'Brien, who had been carefully educated under the guidance of his father with the special view of be-coming his successor. In his work Robert Patrick O'Brien has kept up fully to the high standard set by his father, and throughout the country to-day he is recognized as one of the best authorities on all matters pertaining to the manufacture of fine whisky.
From the weighing of the grain when put into the mash tub till the tax is paid in the bonded warehouse, not only the product, but every process of the manufacture of whisky is under the control and supervision of United States officials. Stationed at the Guckenheimer distillery to superintend every detail coming within the purview of their authority are nine revenue officers. When the whisky is made it is carefully filled into barrels, which are officially gauged; the barreled whisky is stored in one of the seven United States bonded warehouses, which have a combined capacity of 200,000 barrels. In the bonded warehouse the whisky is left to age for a period not exceeding eight years. There it receives the best attention that experience and science can command, until it matures or is withdrawn to enter into the channels of trade.
Part of the whisky is shipped away to the trade in barrels, while another and increasing portion passes into the large bonded bottling warehouse, where now are bottled from 50 to 90 barrels a day. In filling and labeling the bottles from 75 to 100 girls are employed. Every detail of the bottling is done under the watchful eyes of revenue officers. The little green stamp pasted across the cork of each bottle, the complement of which is found stamped on the case containing these bottles, is the government's affirmation that the distiller has faithfully com-plied with all of the revenue and pure food laws. The stamp is the guarantee of the genuineness and purity of the whisky.
At their Freeport distillery A. Guckenheimer & Brothers are now manufacturing 20,000 barrels of pure rye whisky a year."
Review bonded warehouse transactions for this distillery
|